cotton

Cotton is a soft fiber that grows around the seeds of the cotton plant. The fibre is most often spun into thread and used to make a soft, breathable textile. Cotton is a valuable crop because only about 10% of the raw weight is lost in processing. Once traces of wax, protein, etc. are removed, the remainder is a natural polymer of pure cellulose. This cellulose is arranged in a way that gives cotton unique properties of strength, durability, and absorbency. Each fiber is made up of twenty to thirty layers of cellulose coiled in a neat series of natural springs. When the cotton boll (seed case) is opened the fibers dry into flat, twisted, ribbon-like shapes and become kinked together and interlocked. This interlocked form is ideal for spinning into a fine yarn. Cotton is composed of pure cellulose, a naturally occurring polymer. Cellulose is a carbohydrate, and the molecule is a long chain of glucose (sugar) molecules.

3-D model of cellulose
History
Cotton has been used to make very fine lightweight cloth in areas with tropical climates for millennia. Some authorities claim that it was likely that the Egyptians had cotton as early as 12,000 BC, and they have found evidence of cotton in Mexican caves (cotton cloth and fragments of fibre interwoven with feathers and fur) which dated back to approximately 7,000 years ago. There is archaeological evidence that people in South America and India domesticated independently different species of the cotton plant thousands of years ago. The earliest written reference is to Indian cotton. Cotton has been grown in India for more than three thousand years, and it is referred to in the Rig-Veda, written in 1500 BC. A thousand years later the great Greek historian Herodotus wrote about Indian cotton: “There are trees which grow wild there, the fruit of which is wool exceeding in beauty and goodness that of sheep. The Indians make their clothes of this tree wool.” By the end of the 16th century BC, cotton had spread to warmer regions in Americas, Africa and Eurasia.
Cotton has been used to make very fine lightweight cloth in areas with tropical climates for millennia. Some authorities claim that it was likely that the Egyptians had cotton as early as 12,000 BC, and they have found evidence of cotton in Mexican caves (cotton cloth and fragments of fibre interwoven with feathers and fur) which dated back to approximately 7,000 years ago. There is archaeological evidence that people in South America and India domesticated independently different species of the cotton plant thousands of years ago. The earliest written reference is to Indian cotton. Cotton has been grown in India for more than three thousand years, and it is referred to in the Rig-Veda, written in 1500 BC. A thousand years later the great Greek historian Herodotus wrote about Indian cotton: “There are trees which grow wild there, the fruit of which is wool exceeding in beauty and goodness that of sheep. The Indians make their clothes of this tree wool.” By the end of the 16th century BC, cotton had spread to warmer regions in Americas, Africa and Eurasia.
Cotton Cultivation
Cultivation of cotton requires a long free period, plenty of sunshine and a moderate rainfall usually 24-48".Heavy rain destroys the crop of cotton.All these conditions and optimal period of usually six months, enable the plant to be mature.These conditions are usually found in between north and south areas.
However cotton is cultivated in stages given below...
Cultivation of cotton requires a long free period, plenty of sunshine and a moderate rainfall usually 24-48".Heavy rain destroys the crop of cotton.All these conditions and optimal period of usually six months, enable the plant to be mature.These conditions are usually found in between north and south areas.
However cotton is cultivated in stages given below...
Selection of seed;
Selection of seed is very important as it controls the following factors
- Quality of Cotton
- Length of fibers
Preparation of land;
It is very important for cotton cultivation to plough the land.This plougning is done three to four times & then water is supplied to the land that improves the deficiencies of many organic compounds in the land.
After that Cotton seed is usually sown in the spring. Blooms appear on the plant from 80 to 110 days after planting. The blooms are creamy white or yellow when they first appear. From 12 hours to 3 days after the blooms have appeared and they have changed their color as pink, lavender or red. After this blooms have fallen off the plant leaving the developing boll on the stem. After 50 to 80 days pod mature and bursts open so the cotton is ready to be picked.
Now lets find out how this happens in steps..
Formation of the fiber
The cotton fibers form long hairs attached to the seeds inside the boll. As the plant grows growth of fiber also take place and therefore the length of the fiber also increases. The individual cotton fiber is a seed-hair consisting of a single cell. It grows from the outer skin of the cotton seed.
Each cotton seed may produce as 20,000 fibers on its surface. A single boll will contain 150,000 fibers or more.
In some varieties of cotton, tiny fibers can be detected on the embryo seed one or two days before flowering. Other verities begin their fiber production a day or two after flowering.
The cotton fibers form long hairs attached to the seeds inside the boll. As the plant grows growth of fiber also take place and therefore the length of the fiber also increases. The individual cotton fiber is a seed-hair consisting of a single cell. It grows from the outer skin of the cotton seed.
Each cotton seed may produce as 20,000 fibers on its surface. A single boll will contain 150,000 fibers or more.
In some varieties of cotton, tiny fibers can be detected on the embryo seed one or two days before flowering. Other verities begin their fiber production a day or two after flowering.
Fiber Growth
In early six days, the growth of the fiber is comparatively slow. Then for the next fifteen days it is much more rapid. The fiber may reach a length equal to 2,000 times its diameter during this three week growing period. Then for next three days it grows more slowly again until the lengthwise growth sudden stop. During its period of rapid elongation, the cotton fiber is in the form of a thin walled tube of cellulose with one end closed and other attached to the seed. It is filled with protoplasm and liquid nutrients which have been drawn from the main supply vessel of the plant.
When it stops lengthwise growth, the cotton fiber begins to strength its internal structure. Layers of cellulose are added one after another to the thin cellulose membrane from inside the cell. Each day sees a new layer deposited, creating a structure similar in cross section to the growth ring in a tree. The cotton fiber, however adds its layer by depositing cellulose from the liquid inside the fiber. The innermost layers are the youngest ones, whereas the outermost layers are the youngest in a tree.
Each growth ring in the cotton fiber corresponding to a day of growth and cellulose deposition.
Cotton grown in artificial light switched off and on develops ring like the natural fiber. The cellulose is laid down in the form of spiral fibrils or tiny threads, some 1,000 or more to each ring .The deposition of cellulose continues for about 24 days, so that mature cotton constructed from thousands of fibrils of cellulose arranged in spiral form. During its period of growth, cotton is compressed tightly into the limited place available inside the boll. As the cell wall thick, the fibers are fixed in their distorted portion.

In early six days, the growth of the fiber is comparatively slow. Then for the next fifteen days it is much more rapid. The fiber may reach a length equal to 2,000 times its diameter during this three week growing period. Then for next three days it grows more slowly again until the lengthwise growth sudden stop. During its period of rapid elongation, the cotton fiber is in the form of a thin walled tube of cellulose with one end closed and other attached to the seed. It is filled with protoplasm and liquid nutrients which have been drawn from the main supply vessel of the plant.
When it stops lengthwise growth, the cotton fiber begins to strength its internal structure. Layers of cellulose are added one after another to the thin cellulose membrane from inside the cell. Each day sees a new layer deposited, creating a structure similar in cross section to the growth ring in a tree. The cotton fiber, however adds its layer by depositing cellulose from the liquid inside the fiber. The innermost layers are the youngest ones, whereas the outermost layers are the youngest in a tree.
Each growth ring in the cotton fiber corresponding to a day of growth and cellulose deposition.
Cotton grown in artificial light switched off and on develops ring like the natural fiber. The cellulose is laid down in the form of spiral fibrils or tiny threads, some 1,000 or more to each ring .The deposition of cellulose continues for about 24 days, so that mature cotton constructed from thousands of fibrils of cellulose arranged in spiral form. During its period of growth, cotton is compressed tightly into the limited place available inside the boll. As the cell wall thick, the fibers are fixed in their distorted portion.

Effect of Growth Conditions
Cotton yield is affected by the conditions under which the plant has grown before it flowered. The quality of the fiber is affected by the conditions it experiences during the fiber are developing inside the boll.Shorts fibers are due to poor growth in the initial phase of development. Thin-walled fibers are due to slowed down development of the wall in the second phase. The deposition of cellulose also effect.
Cotton yield is affected by the conditions under which the plant has grown before it flowered. The quality of the fiber is affected by the conditions it experiences during the fiber are developing inside the boll.Shorts fibers are due to poor growth in the initial phase of development. Thin-walled fibers are due to slowed down development of the wall in the second phase. The deposition of cellulose also effect.
Neps
The immature, thin walled fiber can cause trouble in several ways. They do not dye as dark as the thick walled fibers. They break easily causing greater losses of waste fiber during processing. They are more flexible than the thick-walled fiber, so that they bend and tangle more easily forming Neps.
The immature, thin walled fiber can cause trouble in several ways. They do not dye as dark as the thick walled fibers. They break easily causing greater losses of waste fiber during processing. They are more flexible than the thick-walled fiber, so that they bend and tangle more easily forming Neps.
Harvesting and picking
After the full Growth of fiber on seed, picking is done by either mechanically or by hand.In hand picking cotton bolls are picked up by hand practice and put into the bags over shoulders of the pickers.These bags are made up of poly ester fibers therefore these small poly ester fibers may mix in cotton fibers.But in mechanical piking this is done by mechine so this is time saving as compered to first one.But there is a drawback of this technique that mechine can break down the fibers and also while piking some part of plant or boll remains with the fibers.Usually hand picking is referred in the areas where labor is easily available, while in progressed countries mechanical picking is done.
Ginning is the process in which fibers are separated from cotton seeds.This is done by different gin mechines.The Process involves following steps.
Stage1 Seed Cotton Conditioning and Cleaning
Seed cotton - seeds with fiber still attached-usually arrives at the gin in large trailers or modules used for hauling it from the field and for storing it until ready for ginning. From the storage area, conveyor pipes transfer it to the various stages of the ginning process using large volumes of air to make the flow of the cotton easier and faster.
Typically, seed cotton is first dried in large driers using heated air to reduce its moisture content. A cylinder cleaner then removes the leaves and other small trash from the seed cotton by shaking it with spiked cylinders, while conveying it across a screen with small openings that sift the trash released from the seed cotton by the impact action of the cylinders.
Next, a stick machine removes any large sticks or hulls (the dried bolls that form a shell around cotton as it grows) with revolving channel saws. These saws grab the seed cotton and whip it over metal bars to sling off its trash. If the seed cotton requires additional drying and cleaning, gins will often run it through another drier and another cylinder cleaner and stick machine.
Stage2 Ginning the Seed Cotton
Typically, seed cotton is first dried in large driers using heated air to reduce its moisture content. A cylinder cleaner then removes the leaves and other small trash from the seed cotton by shaking it with spiked cylinders, while conveying it across a screen with small openings that sift the trash released from the seed cotton by the impact action of the cylinders.
Next, a stick machine removes any large sticks or hulls (the dried bolls that form a shell around cotton as it grows) with revolving channel saws. These saws grab the seed cotton and whip it over metal bars to sling off its trash. If the seed cotton requires additional drying and cleaning, gins will often run it through another drier and another cylinder cleaner and stick machine.
Stage2 Ginning the Seed Cotton
The seed cotton is now ready for ginning.Cotton is conveyed to the roller gin, while upland cottonsare conveyed to the saw gin for separation of seed and fiber. After being ginned, the cotton fiber is often referred to as lint.
Lints: are the long cotton fibers that are recovered from seed during ginning.
Linters: Cotton linters are very short fibers that remains with seeds after ginning, that are recovered from seeds by special delinting techniques.
Stage3 Lint Cleaning
Lint cleaners remove the small trash from the ginned lint left behind by the cylinder cleaner and stick machines. Saw-lint cleaners grab the lint with a cylinder saw and whip it over metal bars to dislodge its trash. Lint cleaning of roller ginned cotton usually involves a combination of three machines: a cylinder cleaner, an impact cleaner which uses cylinders to agitate and release the trash from the lint, and an air-jet cleaner which removes the trash from the lint using high velocity air.
Stage4 Packaging the Lint
In the final stage, a bale press compresses the ginned lint into bales that weigh between 450 and 500pounds. The bales are then wrapped with a protective covering, ready for delivery to the warehouse where they are sold to the various textile mills.
In the final stage, a bale press compresses the ginned lint into bales that weigh between 450 and 500pounds. The bales are then wrapped with a protective covering, ready for delivery to the warehouse where they are sold to the various textile mills.
Types of ginning
There are two types of ginning. - Roller ginning
- Saw ginning
The saw gin did not replace the roller gin entirely. Although much slower, the roller gin is gentler to the cotton than the saw gin, whose serrated saws tend to break more of its fibers. Roller gins, therefore, continue to be used for ginning Pima cotton to protect its extra-long staple or length, a desirable quality that increases the value of the cotton fiber.
Even though the roller gin continued to be used for ginning extra-long-staple cottons, its low ginning rate made it too expensive to maintain and operate. In an effort to increase its ginning capacity, several gins were developed that improved the roller ginning rate, though not significantly. It wasn't until the 1960's, when the rotary-knife gin was developed at the Southwestern Cotton Ginning Research Laboratory in cooperation with gin manufacturers and private ginneries, that roller gins became more efficient.
The rotary-knife gin improved on the McCarthy gin invented by Fones McCarthy in 1840. It retained the McCarthy Gin's ginning roller and stationary knife, but replaced its reciprocating knife with a rotary knife that greatly increased the roller ginning rate. Compared to the McCarthy Gin which produces only 1/4 bale of lint an hour per stand, the rotary-knife gin can produce up to 1 1/2 bales of lint an hour per stand.
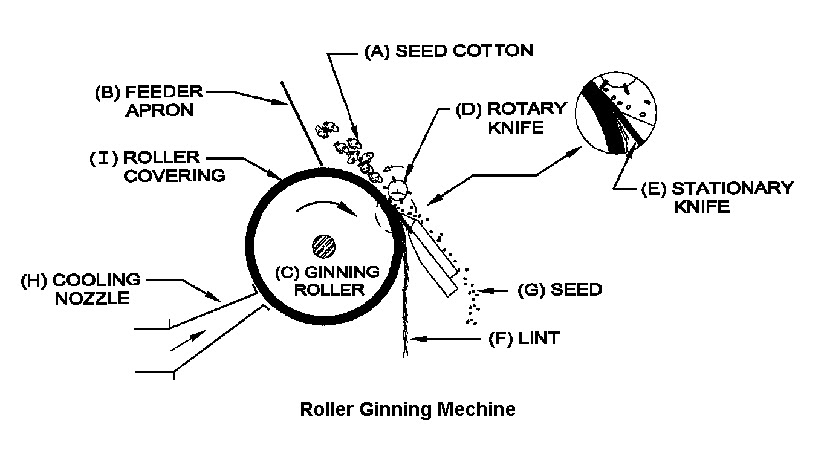
 Cross section of the rotary-knife roller gin. Seed cotton (A) slides down the feeder apron (B) and enters the gin between the ginning roller (C) and the rotary knife (D). The ginning roller, which rotates constantly and is held tightly against the stationary knife (E) pulls the lint (F) under the stationary knife. The seeds (G), too big to pass under the stationary knife, are swept away by the rotary knife which spins in the opposite direction of the ginning roller, and fall onto a seed belt that delivers them to a collection bin.
Cross section of the rotary-knife roller gin. Seed cotton (A) slides down the feeder apron (B) and enters the gin between the ginning roller (C) and the rotary knife (D). The ginning roller, which rotates constantly and is held tightly against the stationary knife (E) pulls the lint (F) under the stationary knife. The seeds (G), too big to pass under the stationary knife, are swept away by the rotary knife which spins in the opposite direction of the ginning roller, and fall onto a seed belt that delivers them to a collection bin.
Even though the roller gin continued to be used for ginning extra-long-staple cottons, its low ginning rate made it too expensive to maintain and operate. In an effort to increase its ginning capacity, several gins were developed that improved the roller ginning rate, though not significantly. It wasn't until the 1960's, when the rotary-knife gin was developed at the Southwestern Cotton Ginning Research Laboratory in cooperation with gin manufacturers and private ginneries, that roller gins became more efficient.
The rotary-knife gin improved on the McCarthy gin invented by Fones McCarthy in 1840. It retained the McCarthy Gin's ginning roller and stationary knife, but replaced its reciprocating knife with a rotary knife that greatly increased the roller ginning rate. Compared to the McCarthy Gin which produces only 1/4 bale of lint an hour per stand, the rotary-knife gin can produce up to 1 1/2 bales of lint an hour per stand.
 Cross section of the rotary-knife roller gin. Seed cotton (A) slides down the feeder apron (B) and enters the gin between the ginning roller (C) and the rotary knife (D). The ginning roller, which rotates constantly and is held tightly against the stationary knife (E) pulls the lint (F) under the stationary knife. The seeds (G), too big to pass under the stationary knife, are swept away by the rotary knife which spins in the opposite direction of the ginning roller, and fall onto a seed belt that delivers them to a collection bin.
Cross section of the rotary-knife roller gin. Seed cotton (A) slides down the feeder apron (B) and enters the gin between the ginning roller (C) and the rotary knife (D). The ginning roller, which rotates constantly and is held tightly against the stationary knife (E) pulls the lint (F) under the stationary knife. The seeds (G), too big to pass under the stationary knife, are swept away by the rotary knife which spins in the opposite direction of the ginning roller, and fall onto a seed belt that delivers them to a collection bin.
Saw Ginning
Whitney's saw gin, which removed the seeds from the cotton fibers with a spiked cylinder that pulled the lint through wooden slots too narrow for the seeds to pass through, was 50-100 times faster than hand ginning. It was especially effective in separating the hard-to remove seeds in Upland cottons, making these short-staple cottons more economical to produce than before. With Whitney's saw gin, farmers were finally able to mass produce Upland cottons to satisfy consumer demand, and the South had a new export commodity that contributed to the economic development of this nation.
Modern research has improved on an old concept, and saw ginning remains the most efficient way to gin cotton. The spikes in Whitney's saw gin have been replaced with circular serrated saws that have made it even more effective for separating seed and fiber. Today's saw gin can produce up to 15 bales of lint an hour per stand.
Structure

Elongation:Cotton has elongation at break of 5-10%.
Modern research has improved on an old concept, and saw ginning remains the most efficient way to gin cotton. The spikes in Whitney's saw gin have been replaced with circular serrated saws that have made it even more effective for separating seed and fiber. Today's saw gin can produce up to 15 bales of lint an hour per stand.
Structure
Cotton fiber consists of following parts..
Primary Wall
Primary wall is a tough, protective layer that formed the shell of the fiber during its early days of growth inside the boll. Seen under the microscope, the surface of the cotton fiber is wrinkled like a prune. These surface wrinkles are caused by shrinkage as the fiber has dried.
Cotton is beaten in water under the special conditions and short fragments of the primary wall slip of like sleeves. Chemical analysis of primary wall shown that it contains wax, protein, pectinaceous substances and cellulose. When these non cellulosic materials are removed chemically the cellulose fibrils can be seen with the help of electron microscope as a felt like mat of tiny threads. These cellulose fibrils are between 1/40th and 1/100th of a micron in diameter, and consist of many long cellulose molecules held tightly alongside one another by natural forces of attraction that are exerted between close packed molecules.
These tiny fibrils of cellulose are, like the fiber itself, strongest in a longitudinal direction. The crisscross network of fibrils forming the primary wall of the cotton fiber is an arrangement that confers great strength. The outer wall of the fiber is able to resist force from any direction, although it does not have the immerse longitudinal strength that would be available if all the cellulose fibrils were arranged side by side along the longitudinal axis of the fiber.
Tough skin effect of the primary wall is noticeable when cotton is immersed in solution. In cuprammonium hydroxide, the cotton fiber swells up into a distended tube which is tied at intervals like a string of sausages. This is probably due to the resistance of the primary wall to the effects of the solvent. As the cuprammonium hydroxide penetrate and swells the secondary cellulose inside the fiber, the primary wall ruptures ( break or burst suddenly) and is rolled back into tight ligatures that resist the swelling effects of the solvent. This resistance on the part of the primary wall is largely due to the matted arrangement of the cellulose fibrils forming the network of the wall. Immature fiber which have little secondary cellulose, are swelled only tightly by solvent.
Primary Wall
Primary wall is a tough, protective layer that formed the shell of the fiber during its early days of growth inside the boll. Seen under the microscope, the surface of the cotton fiber is wrinkled like a prune. These surface wrinkles are caused by shrinkage as the fiber has dried.
Cotton is beaten in water under the special conditions and short fragments of the primary wall slip of like sleeves. Chemical analysis of primary wall shown that it contains wax, protein, pectinaceous substances and cellulose. When these non cellulosic materials are removed chemically the cellulose fibrils can be seen with the help of electron microscope as a felt like mat of tiny threads. These cellulose fibrils are between 1/40th and 1/100th of a micron in diameter, and consist of many long cellulose molecules held tightly alongside one another by natural forces of attraction that are exerted between close packed molecules.
These tiny fibrils of cellulose are, like the fiber itself, strongest in a longitudinal direction. The crisscross network of fibrils forming the primary wall of the cotton fiber is an arrangement that confers great strength. The outer wall of the fiber is able to resist force from any direction, although it does not have the immerse longitudinal strength that would be available if all the cellulose fibrils were arranged side by side along the longitudinal axis of the fiber.
Tough skin effect of the primary wall is noticeable when cotton is immersed in solution. In cuprammonium hydroxide, the cotton fiber swells up into a distended tube which is tied at intervals like a string of sausages. This is probably due to the resistance of the primary wall to the effects of the solvent. As the cuprammonium hydroxide penetrate and swells the secondary cellulose inside the fiber, the primary wall ruptures ( break or burst suddenly) and is rolled back into tight ligatures that resist the swelling effects of the solvent. This resistance on the part of the primary wall is largely due to the matted arrangement of the cellulose fibrils forming the network of the wall. Immature fiber which have little secondary cellulose, are swelled only tightly by solvent.
Secondary Wall
The inner or secondary layer of cellulose forms the bulk of the cotton fiber. This is the cellulose that is laid down during the second stage of fiber growth.
The growth ring arrangement of the cellulose in the secondary wall can be seen when swollen fiber are examined microscopically. With the help of the electron microscope, the organization of the fibrils can be followed. The fibrils of the secondary wall are packed together in a near parallel arrangement. The layers of fibrils lie in spiral formation along the fiber, the direction of the spiral often reversing in the same layer.
The secondary wall is almost pure cellulose and represents about 90% of the total fiber weight. The bulk of the cellulose in the cotton fibers therefore arranged in the form of fibrils that are packed alongside each other. They are aligned as spirals running lengthwise through the fiber. The fibrils are therefore able to exert high strength in a longitudinal direction in the fiber bestowing immense longitudinal strength on the fiber itself.
The inner or secondary layer of cellulose forms the bulk of the cotton fiber. This is the cellulose that is laid down during the second stage of fiber growth.
The growth ring arrangement of the cellulose in the secondary wall can be seen when swollen fiber are examined microscopically. With the help of the electron microscope, the organization of the fibrils can be followed. The fibrils of the secondary wall are packed together in a near parallel arrangement. The layers of fibrils lie in spiral formation along the fiber, the direction of the spiral often reversing in the same layer.
The secondary wall is almost pure cellulose and represents about 90% of the total fiber weight. The bulk of the cellulose in the cotton fibers therefore arranged in the form of fibrils that are packed alongside each other. They are aligned as spirals running lengthwise through the fiber. The fibrils are therefore able to exert high strength in a longitudinal direction in the fiber bestowing immense longitudinal strength on the fiber itself.
Lumen
When the cotton fiber is alive and growing, it is distended by pressure of the liquid nutrients and protoplasm inside it. As the fiber dies and collapses, the liquid disappears leaving an almost empty channel running lengthwise through the center of the fiber. This center canal is the lumen.
In a mature cotton fiber, the deposition of cellulose in the secondary wall may have been so heavy as to leave very little lumen at all. The dry fiber looks like a solid rod rather than a tube. On the other hand an immature fiber may have so little secondary cellulose that the lumen is wide and distinct.
When the cellulose of the primary and secondary walls are dissolved by powerful solvents, a thin membrane of protoplasm is left behind. This is the dried up residue of the material that were dissolved in the watery liquid inside the living fiber. It contains a colored substance, the end chrome, which gives the cotton its natural color. Cotton has been grown experimentally in which the lumen contains brown or green pigments which act as a natural dyes. In a natural cotton fiber, the lumen almost completely collapsed represents a considerable volume of unoccupied space. It enables the cotton fiber to absorb water by capillary attraction and so has an important influence on the properties of cotton as a textile.
The lumen, however, forms only a part of the unoccupied space in a cotton fiber. The cellulose walls are porous and can absorb water.
The fibrils of cellulose forming the fiber walls are compact and relatively not allowing water to penetrate, the sub-microscopic spaces between them form capillaries that make the cellulose network porous. Large surfaces are exposed by the fibrils network, and water is able to penetrate by capillary attraction.
It has been estimated that as much as 20-41%of the volume of a cotton fiber consists of unoccupied space. One third of this is accounted for the lumen and the rest is provided by the spaces between the fibrils in the fiber walls. In general, the coarser varieties of cotton are more porous than the compact, finer cotton.
When the cotton fiber is alive and growing, it is distended by pressure of the liquid nutrients and protoplasm inside it. As the fiber dies and collapses, the liquid disappears leaving an almost empty channel running lengthwise through the center of the fiber. This center canal is the lumen.
In a mature cotton fiber, the deposition of cellulose in the secondary wall may have been so heavy as to leave very little lumen at all. The dry fiber looks like a solid rod rather than a tube. On the other hand an immature fiber may have so little secondary cellulose that the lumen is wide and distinct.
When the cellulose of the primary and secondary walls are dissolved by powerful solvents, a thin membrane of protoplasm is left behind. This is the dried up residue of the material that were dissolved in the watery liquid inside the living fiber. It contains a colored substance, the end chrome, which gives the cotton its natural color. Cotton has been grown experimentally in which the lumen contains brown or green pigments which act as a natural dyes. In a natural cotton fiber, the lumen almost completely collapsed represents a considerable volume of unoccupied space. It enables the cotton fiber to absorb water by capillary attraction and so has an important influence on the properties of cotton as a textile.
The lumen, however, forms only a part of the unoccupied space in a cotton fiber. The cellulose walls are porous and can absorb water.
The fibrils of cellulose forming the fiber walls are compact and relatively not allowing water to penetrate, the sub-microscopic spaces between them form capillaries that make the cellulose network porous. Large surfaces are exposed by the fibrils network, and water is able to penetrate by capillary attraction.
It has been estimated that as much as 20-41%of the volume of a cotton fiber consists of unoccupied space. One third of this is accounted for the lumen and the rest is provided by the spaces between the fibrils in the fiber walls. In general, the coarser varieties of cotton are more porous than the compact, finer cotton.
Immature Fiber
Immature cotton fiber can be recognized by the thinner cell walls. The dry, immature fiber does not show the oval or kidney shape cross section; instead, the fiber tube collapses into thin ribbon that curls into a variety of distorted shapes. Often the immature fiber is u-shaped in cross-section. These thin-walled, immature fibers may not twist as they collapse on drying. They seldom have the pronounced convolutions that are so typical a feature of the mature fiber.
Immature cotton fiber can be recognized by the thinner cell walls. The dry, immature fiber does not show the oval or kidney shape cross section; instead, the fiber tube collapses into thin ribbon that curls into a variety of distorted shapes. Often the immature fiber is u-shaped in cross-section. These thin-walled, immature fibers may not twist as they collapse on drying. They seldom have the pronounced convolutions that are so typical a feature of the mature fiber.
Properties
Mechanical properties
Elongation:Cotton has elongation at break of 5-10%.
Elasticity:Cotton is a relatively inelastic rigid fiber. At 2% it has elastic recovery of 74%, at 5% extension, he elastic recovery is 45%.
Tenacity: Tenacity is 3.0-5.0 g/den and tensile strength is 2800-8400kg/cm2.
Effect of Moisture: Cotton fiber absorbs water and its strength increase. These fiber become 20% more strong than dry fiber. At 100% humidity (humidity means amount of moisture in air) cotton has an absorbency of 25-27%. Standard moisture in cotton is 8.5%. Standard absorbency of cotton is 65Rh+2 at 20c+2.
Action of Water:The dry cotton fiber constructed from its fibrils of cellulose. Cellulose is tightly held together by bounds.
Water, however, penetrate into the cellulose network of cotton fiber. It makes it way into the capillaries, spaces between the fibrils and chemical links in the cellulose molecules. In this way water molecules tend to force the molecules of cellulose apart Lessing the force that held the cellulose molecules together and destroying some of the rigidity of the entire cellulose structure.
Water acts, in this way, as a plasticizer for cotton. The cellulose molecules in wet cotton are so well lubricated by the water molecules that the fibers become quite plastic and easily deformed. The effect of pressure upon the cotton is identical with its effect upon any other plastic—it changes it shape.
Cotton fibers water and they swell. The swelling of cotton yarns and fabrics in water is accompanied by some shrinkage.
Water, however, penetrate into the cellulose network of cotton fiber. It makes it way into the capillaries, spaces between the fibrils and chemical links in the cellulose molecules. In this way water molecules tend to force the molecules of cellulose apart Lessing the force that held the cellulose molecules together and destroying some of the rigidity of the entire cellulose structure.
Water acts, in this way, as a plasticizer for cotton. The cellulose molecules in wet cotton are so well lubricated by the water molecules that the fibers become quite plastic and easily deformed. The effect of pressure upon the cotton is identical with its effect upon any other plastic—it changes it shape.
Cotton fibers water and they swell. The swelling of cotton yarns and fabrics in water is accompanied by some shrinkage.
Mercerization:
A most valuable application of this swelling of cotton is in the process known as mercerization. By treating cotton with caustic soda the fibers could be made to swell. This caused an overall shrinkage in the fabric as the strain between the threads release themselves. At the same time, fabric became much strong and more easily dyed.
H.A Lowe found that by holding the cotton so as to prevent its shrinking during mercerization it developed the beautiful luster that we nom associated with the process.
During mercerization under these conditions the cotton fibers regain their original circular cross-section due to the swelling of the cellulose, and they tend to lose their convolutions.
As they are held fast the whole time, they can not take up the strains by shrinking; the plastic cellulose deforms and the cotton develops a smoother surface than it had before .After washing and dying, the mercerized cotton fiber retains his smooth cylindrical form.
Now-a-days, cotton yarn is mercerized to improve its lustrous appearance and dyeing qualities. When the cotton contains a high proportion of thin-walled immature fibers, mercerization will swell these fibers and make them dye more like mature fiber.
Mercerized cotton is chemically little different from ordinary cotton, It remains almost pure cellulose, but in a different physical form. It is more reactive, and takes 12% of water from the air, compared with its usual 6-8%.
H2SO4 and other acids are being used to swell cotton and yield effects that resemble those of mercerization. Cotton is passed rapidly through strong H2SO4, so that the material is in contact with the acid for only a few seconds. Acid finishing of this sort is adapted to provide a number of different effects.
Cotton fabric is made more transparent or more wool like in this way. It is given an organdie finish which is permanent and the fabric regains its characteristic stiffness after washing and ironing.
Many other acids and salts are used for treating cotton, and the details of such processes are often undisclosed. The effect produce depend on the conditions used and on the nature of the fabric itself. In most cases, however, it is the swelling of the cotton fiber that is the most important factor.
During mercerization, the cellulose of the cotton fiber is swollen rapidly, and the fiber becomes almost a solid cylinder of cellulose. The effect remains even arter the cotton has been washed and neutralized. The drawing shows cross section of cotton yarns.
Effect of Heat: Cotton has an excellent resistance to degradation (Degradation means peocess of being made worse or broken down) by heat. It brgin to turn yellow after several hours at 120c, and decompoces markedly at 150c, as a result of oxidation. Cotton is severely damage after a few minutes at 240c
Cotton burns readily in air.
A most valuable application of this swelling of cotton is in the process known as mercerization. By treating cotton with caustic soda the fibers could be made to swell. This caused an overall shrinkage in the fabric as the strain between the threads release themselves. At the same time, fabric became much strong and more easily dyed.
H.A Lowe found that by holding the cotton so as to prevent its shrinking during mercerization it developed the beautiful luster that we nom associated with the process.
During mercerization under these conditions the cotton fibers regain their original circular cross-section due to the swelling of the cellulose, and they tend to lose their convolutions.
As they are held fast the whole time, they can not take up the strains by shrinking; the plastic cellulose deforms and the cotton develops a smoother surface than it had before .After washing and dying, the mercerized cotton fiber retains his smooth cylindrical form.
Now-a-days, cotton yarn is mercerized to improve its lustrous appearance and dyeing qualities. When the cotton contains a high proportion of thin-walled immature fibers, mercerization will swell these fibers and make them dye more like mature fiber.
Mercerized cotton is chemically little different from ordinary cotton, It remains almost pure cellulose, but in a different physical form. It is more reactive, and takes 12% of water from the air, compared with its usual 6-8%.
H2SO4 and other acids are being used to swell cotton and yield effects that resemble those of mercerization. Cotton is passed rapidly through strong H2SO4, so that the material is in contact with the acid for only a few seconds. Acid finishing of this sort is adapted to provide a number of different effects.
Cotton fabric is made more transparent or more wool like in this way. It is given an organdie finish which is permanent and the fabric regains its characteristic stiffness after washing and ironing.
Many other acids and salts are used for treating cotton, and the details of such processes are often undisclosed. The effect produce depend on the conditions used and on the nature of the fabric itself. In most cases, however, it is the swelling of the cotton fiber that is the most important factor.
During mercerization, the cellulose of the cotton fiber is swollen rapidly, and the fiber becomes almost a solid cylinder of cellulose. The effect remains even arter the cotton has been washed and neutralized. The drawing shows cross section of cotton yarns.
Effect of Heat: Cotton has an excellent resistance to degradation (Degradation means peocess of being made worse or broken down) by heat. It brgin to turn yellow after several hours at 120c, and decompoces markedly at 150c, as a result of oxidation. Cotton is severely damage after a few minutes at 240c
Cotton burns readily in air.
Effect of Age:Cotton shows only a small loss of strength when stored carefully. After fifty years of storage, cotton may differ only slightly from fiber a year or two old.
Effect of Sunlight: There is gradual loss of strength when cotton is exposed to sunlight, and the fibers turn yellow. Much damage caused by the ultra –violet light and by the shorter waves of visible light.
Color: The color of cotton is normally creamy white, is affected greatly by the conditions under which it is produced. If the fiber is left too long in the boll before being picked, it may turn grey or bluish white.
Physical Property
Color: The color of cotton is normally creamy white, is affected greatly by the conditions under which it is produced. If the fiber is left too long in the boll before being picked, it may turn grey or bluish white.
Length: The length of cotton fiber is 1000-3000 times its diameter.
Shape:The shape of cotton fiber is U or kidney type in cross section with lumen in centre.
Rd Yellow: Rd means Reflected Deviation. We check how much light is reflected from cotton surface. It should be high than yarn will give better appearance.
Yellowness/+b:When yellowness of the cotton is more, the grade becomes lower and which produces weaker and inferior yarn. So, it also affects the yarn quality.
Luster:
Cotton fibers have a natural luster (means soft grow or shine) which is due to natural polish on the surface of cotton. Surface smoothers and shape of the fiber both control the luster of fiber. High luster is provided by the fiber of nearly circular cross section.
1 micron= 1/1,000mm= 1/25,000 in. approx
Chemical composition of Cotton fiber:-
Cellulose 94% Range 88%-96%
Protein 1.3% Range 1.1%-1.9%
Pectin substance 1.2% Range 0.7%-1.6%
Waxes 0.6% Range 0.4%-1%
Trash content 1.2% Range 0.7%-1.6%
Sugar content 0.3% Range 0.1%-1%
Organic acid 0.8% Range 0.5%-1%
Pigment traces
Others 1.4%
Effect of Acid:Cotton is attacked by the hot dilute acids or cold concentrated acids.It is not affected by cold weak acids.
Effect of Alkalis:Cotton swells in caustic alkali but is not damage. It can be washed repeatedly in the soap solution without taking harm.
Effect of Organic Solvent:Cotton has a high resistance to normal solvents but is dispersed by the copper complexes cuprammonium hydroxide and cupriethylene diamine, and also concentrated ( 70% ) H2SO4.
Insects:Cotton is not attacked by moth grubs or beetles.
2-The resistance of cotton to washing and wear is matched by the permanence of many cotton dyes. Cotton can be dyed easily and cotton color will remain same after repeated washing.
3-Cotton cellulose is not affected by moderate heat, so that cotton fabrics can be ironed with a hot iron without damage. Cotton fabrics come up crisp and fresh on ironing.
4- Cotton fiber is fairly rigid and stiff so cotton yarns and fabrics are not flexible. They are, however, more flexible than linen (Flax).
5-To achieve flexibility, cotton can be spun into fine yarn and made into a tight woven fabric. Poplins and voles are made in this way.
6-Cotton fibers are smoother, stiffer and straighter than wool and they do not make up so readily into air- entrapping fabrics. But special cellulose waves can be used to create the air cells that provide warmth and the surface of cotton fabrics can be raised to form an air-filled pile. Molletons and flannelettes are cotton fabric of this sort.
7-The versatility of cotton has made it into the most widely used of all textile fibers. Cotton is made into every type of garment and house hold fabric. Heavy cotton yarn and material are used for tyre cords and industrial fabric of all description.
8-Cotton is widely used in making rainwear fabrics. It can be woven tightly to keep out the driving wind and rain, yet the fabric will allow perspiration to escape. Special rainwear materials are oven in such a way that water swells the cotton fibers and close up the interstices in the cloth.
9-Much of the comfort of a textile material depends upon its ability to absorb and desorbs moisture. A garment that does not absorb any moisture at all will tend to feel clammy as perspiration condenses on it from the skin. Cotton fibers, however, are able to absorb appreciable amount of moisture, and having done so they will get rid of it just as readily to the air. Cotton garments are therefore comfortable and cool, passing on perspiration from the body into the surrounding air. No matter how tightly woven a cotton fabric may be, it will permit the body to breath in this way.
10-This absorbency of cotton makes it an excellent material for house-hold fabrics such as sheets and towels too.
11-The cotton fiber itself is dimensionally stable. A made-up cotton garment may shrink to some extent due to the tension introduced by spinning and weaving, but the fiber itself does not contribute significantly to any shrinkage.
This so called relaxation shrinkage caused by the easing of strains set up during spinning and weaving, can be overcome by a treatment called Rigmel and Sanforized shrunk cotton fabrics are compression-shrunk in this way; they are dimensionally stable and will neither stretch nor shrink more than 1% in either direction.
Cotton fibers have a natural luster (means soft grow or shine) which is due to natural polish on the surface of cotton. Surface smoothers and shape of the fiber both control the luster of fiber. High luster is provided by the fiber of nearly circular cross section.
Micro-structure
The wall of the fiber varies in thickness. It consists of two main section, the primary wall or cuticle forming the outer layer, and the secondary wall forming the inner layer. 1 micron= 1/1,000mm= 1/25,000 in. approx
Chemical Properties
Chemical composition of Cotton fiber:-
Cellulose 94% Range 88%-96%
Protein 1.3% Range 1.1%-1.9%
Pectin substance 1.2% Range 0.7%-1.6%
Waxes 0.6% Range 0.4%-1%
Trash content 1.2% Range 0.7%-1.6%
Sugar content 0.3% Range 0.1%-1%
Organic acid 0.8% Range 0.5%-1%
Pigment traces
Others 1.4%
Effect of Acid:Cotton is attacked by the hot dilute acids or cold concentrated acids.It is not affected by cold weak acids.
Effect of Alkalis:Cotton swells in caustic alkali but is not damage. It can be washed repeatedly in the soap solution without taking harm.
Effect of Organic Solvent:Cotton has a high resistance to normal solvents but is dispersed by the copper complexes cuprammonium hydroxide and cupriethylene diamine, and also concentrated ( 70% ) H2SO4.
Insects:Cotton is not attacked by moth grubs or beetles.
Cotton in Use
1-Cotton fabric has a pleasant feel. They are cool in hot weather. Cotton is stronger in wet. This property is due to cotton stability in water and alkaline solution. 2-The resistance of cotton to washing and wear is matched by the permanence of many cotton dyes. Cotton can be dyed easily and cotton color will remain same after repeated washing.
3-Cotton cellulose is not affected by moderate heat, so that cotton fabrics can be ironed with a hot iron without damage. Cotton fabrics come up crisp and fresh on ironing.
4- Cotton fiber is fairly rigid and stiff so cotton yarns and fabrics are not flexible. They are, however, more flexible than linen (Flax).
5-To achieve flexibility, cotton can be spun into fine yarn and made into a tight woven fabric. Poplins and voles are made in this way.
6-Cotton fibers are smoother, stiffer and straighter than wool and they do not make up so readily into air- entrapping fabrics. But special cellulose waves can be used to create the air cells that provide warmth and the surface of cotton fabrics can be raised to form an air-filled pile. Molletons and flannelettes are cotton fabric of this sort.
7-The versatility of cotton has made it into the most widely used of all textile fibers. Cotton is made into every type of garment and house hold fabric. Heavy cotton yarn and material are used for tyre cords and industrial fabric of all description.
8-Cotton is widely used in making rainwear fabrics. It can be woven tightly to keep out the driving wind and rain, yet the fabric will allow perspiration to escape. Special rainwear materials are oven in such a way that water swells the cotton fibers and close up the interstices in the cloth.
9-Much of the comfort of a textile material depends upon its ability to absorb and desorbs moisture. A garment that does not absorb any moisture at all will tend to feel clammy as perspiration condenses on it from the skin. Cotton fibers, however, are able to absorb appreciable amount of moisture, and having done so they will get rid of it just as readily to the air. Cotton garments are therefore comfortable and cool, passing on perspiration from the body into the surrounding air. No matter how tightly woven a cotton fabric may be, it will permit the body to breath in this way.
10-This absorbency of cotton makes it an excellent material for house-hold fabrics such as sheets and towels too.
11-The cotton fiber itself is dimensionally stable. A made-up cotton garment may shrink to some extent due to the tension introduced by spinning and weaving, but the fiber itself does not contribute significantly to any shrinkage.
This so called relaxation shrinkage caused by the easing of strains set up during spinning and weaving, can be overcome by a treatment called Rigmel and Sanforized shrunk cotton fabrics are compression-shrunk in this way; they are dimensionally stable and will neither stretch nor shrink more than 1% in either direction.