Fiber Optics
An optical fiber is a flexible, transparent fiber
made of glass (silica) or plastic, slightly thicker than a human hair. It
functions as a waveguide, or “light pipe”, to transmit light between the two
ends of the fiber. The field of applied science and engineering concerned with
the design and application of optical fibers is known as fiber optics.
Principle
The principles on which optical fibers work are
·
Index Of Refraction
·
Total Internal Reflection
Index of Refraction
The index of refraction is a way of measuring the speed of
light in a material. Light travels fastest in a vacuum, such as outer space.
The speed of light in a vacuum is about 300,000 kilometers (186,000 miles) per
second. Index of refraction is calculated by dividing the speed of light in a
vacuum by the speed of light in some other medium. The index of refraction of a
vacuum is therefore 1, by definition. The typical value for the cladding of an
optical fiber is 1.52. The core value is typically 1.62. The larger the index
of refraction, the slower light travels in that medium. From this information,
a good rule of thumb is that signal using optical fiber for communication will
travel at around 200,000 kilometers per second. Or to put it another way, to
travel 1000 kilometers in fiber, the signal will take 5 milliseconds to
propagate.
Total Internal Reflection
When light traveling in an optically dense medium hits a
boundary at a steep angle (larger than the critical angle for the boundary),
the light will be completely reflected. This is called total internal reflection. This effect is used in optical fibers to
confine light in the core. Light travels through the fiber core, bouncing back
and forth off the boundary between the core and cladding. Because the light must
strike the boundary with an angle greater than the critical angle, only light
that enters the fiber within a certain range of angles can travel down the
fiber without leaking out. This range of angles is called the acceptance cone
of the fiber. The size of this acceptance cone is a function of the refractive
index difference between the fiber's core and cladding.
In simpler terms, there is a maximum angle from the fiber axis at which light may enter the fiber so that it will propagate, or travel, in the core of the fiber. The sine of this maximum angle is the numerical aperture (NA) of the fiber. Fiber with a larger NA requires less precision to splice and work with than fiber with a smaller NA. Single-mode fiber has a small NA.
In simpler terms, there is a maximum angle from the fiber axis at which light may enter the fiber so that it will propagate, or travel, in the core of the fiber. The sine of this maximum angle is the numerical aperture (NA) of the fiber. Fiber with a larger NA requires less precision to splice and work with than fiber with a smaller NA. Single-mode fiber has a small NA.
Construction
Modern optical fibers are formed by two layers of glass. As shown
in fig, the fiber core (8 μ m) is surrounded by a concentric core of lower
index glass known as cladding (125 μ m).
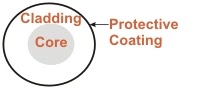
The cladding is surrounded by a protective layer. The total
internal reflection occurs as the core-cladding interface. In fibers designed
for high-speed telecommunication, the core is only a few microns in diameter,
not much larger than the wavelength of the light used. In such cases, the full
electromagnetic wave picture must be describing the propagation of the light.
However, when the highest data transmission rate are not required, fibers with
a "large" core of perhaps a hundred micron or more used such fibers
are known as multimode fibers. For multimode fibers, ray, picture is adequate
to describe the behavior of the light.
Types of Optical Fiber
There are following types of Optical Fibers
Multimode Fiber
Multimode fiber, the first to be manufactured and
commercialized, simply refers to the fact that numerous modes or light rays are
carried simultaneously through the waveguide. Modes result from the fact that
light will only propagate in the fiber core at discrete angles within the cone
of acceptance. This fiber type has a much larger core diameter, compared to single-mode
fiber, allowing for the larger number of modes, and multimode fiber is easier
to couple than single-mode optical fiber. Multimode fiber may be categorized as
step-index or graded-index fiber.

Single-mode Fiber
Single-mode fiber allows for a higher capacity to transmit
information because it can retain the fidelity of each light pulse over longer
distances, and it exhibits no dispersion caused by multiple modes. Single-mode
fiber also enjoys lower fiber attenuation than multimode fiber. Thus, more
information can be transmitted per unit of time. Like multimode fiber, early
single-mode fiber was generally characterized as step-index fiber meaning the
refractive index of the fiber core is a step above that of the cladding rather
than graduated as it is in graded-index fiber. Modern single-mode fibers have
evolved into more complex designs such as matched clad, depressed clad and
other exotic structures.

Photonic fibres
In photonic fibres the transmission of light is guided by a
number of cavities around the core. The core may be made in glass or even an
air cavity! These are new fibres on the market and for the moment (2008) their
performances are still under the requirements for astronomical applications.

Applications of Optical Fibers
·
Telecommunications specialty fiber
applications in building EDFAs, dispersion compensation, and amplification—long
haul applications in standard transmission and connectivity are served by
our sister division
·
Medical grade fibers, cable and assemblies
used in sensing, surgical procedures, and communications between devices
and control and analysis equipment within sensitive environments such as MRI
and radiation suites
·
General Industry factory environments and secure
installations
·
Commercial Laser encompassing fiber laser and
amplifier components for micro
and macro applications
and macro applications
·
Government, Aerospace and Defense also
encompasses navigation systems, payout applications and in-flight entertainment
·
Mass Transit and Transportation Hubs terminal-based
and en route transportation applications, navigation, and RoHS, REACH, and Low
Smoke Zero Halogen compliance
·
Windpower connections within and between towers
and the central operations center
·
Solar specific fiber optic needs in solar
voltaic farms
·
Oil & Gas down-hole well applications,
Distributed Temperature Sensing (DTS)
·
Fiber Sensing all forms of detection with
optical fiber, Fiber Bragg Grating-based solutions






