De-sizing Process
A process carried out to remove the sizing material
(like starch) from the cloth.
Objective of De-sizing
1. To eliminate the water repellent nature of sized
cloth.
2. To increase the absorbency.
3. To reduce the consumption of chemicals in subsequent process.
2. To increase the absorbency.
3. To reduce the consumption of chemicals in subsequent process.
Importance of De-sizing
The
importance of de-sizing is mainly because of water repellent nature of “Sizing
materials”. So, it is important to remove the size material before conducting
any coloration or finishing process.
Enzymatic desizing
What are enzymes?
Name
·
Greek, meaning “In Yeast”
Nature
·
Bio-catalyst (proteins)
Structure
·
Usually large & complicated
Properties
·
Specific action
·
Thermo ability
·
Low energy of activation
·
Narrow working pH arrange
Classification
·
According to origin
·
According to action
·
According to structure
·
According to working temperature
Sources of Amylases
·
Malt
·
Bacteria
·
Pancreas
Requirements of desizing:
- Desizing materials
- Desizing methods
- Desizing machine
Desizing
processes
Desizing, irrespective of what the desizing agent is,
involves impregnation of the fabric with the desizing agent, allowing the
desizing agent to degrade or solubilise the size material, and finally to wash
out the degradation products. The major desizing processes are:
- Enzymatic desizing of starches on cotton fabrics
- Oxidative desizing
- Acid desizing
- Removal of water-soluble size
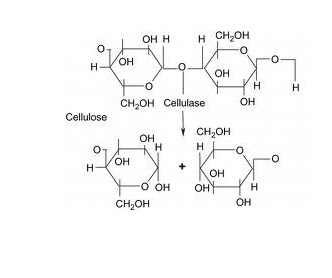
Enzymatic desizing
Enzymatic desizing is the most widely used desizing process
of degrading starch size on cotton fabrics using enzymes. Enzymes are
complex organic, soluble bio-catalysts, formed by living organisms that
catalyze chemical reaction in biological processes. Enzymes are quite specific
in their action on a particular substance. A small quantity of enzyme is able
to decompose a large quantity of the substance it acts upon..
Amylases
is the enzyme that hydrolyses and reduce the molecular weight of amylose
and amylopectin
molecules in starch, making it water soluble enough to be washed off the
fabric.

Effect of PH and Temperature
on enzyme desizing
Effective enzymatic desizing require strict control of pH, temperature,
water
hardness and electrolyte addition Activity of enzymes increase with temperature; however, above a critical temperature, enzymes are deactivated. The
effectiveness of enzymes exhibit a maximum at certain temperatures, usually 40 -75 0C. Bacterial
enzymes are the most thermally stable and can be used up to 100 0C under special
stabilizing conditions. Certain salts increase the activity of specific
enzymes. Pancreatic amylase is ineffective without the addition of salt. A
combination of sodium chloride
Exhaust Process
Enzyme 4 g/l
NaCl 4 g/l
Wetting Agent 1 g/l
Continuous Process
1. Saturate fabric with a solution containing:
Bacterial Amylase 0.8 - 1.0 %
Wetting agent 0.1 - 0.2 %
Sodium Chloride 10 %
2. Hold:
Open-width Range: Steam 1 to 2 minutes at 200 to 212 0F.
Rope Range: Store in J Box for 20 to 30 minutes at 170 to
180 0F. or
over night at room temperature.
3. Thoroughly rinse with hot water, 175 0F or hotter.
Oxidative desizing
In oxidative desizing, the risk of damage to the cellulose
fiber is very high, and its use for desizing is very rare. Oxidative desizing
uses potassium or sodium persulfate or sodium bromite as an oxidizing
agent.
Acid
desizing
Cold solutions of dilute sulphuric
or hydrochloric acids are used to hydrolyze the
starch, however, this has the disadvantage of damaging cellulose fiber in cotton fabrics.
Removal of water-soluble
sizes
Fabrics containing water soluble sizes can be desized by
washing using hot water, perhaps containing wetting agents (surfactants) and a
mild alkali. The water replaces the size on the outer surface of the fiber, and
absorbs within the fiber to remove any fabric residue.
Assessment of size removal:
A drop of iodine solution placed
on a test specimen resulting in a characteristic blue color is the universal
test for identifying starch. It can be used as a qualitatively test to show
whether all the starch was removed. Absence of the blue color signifiesthat all
the starch has been removed. The intensity of the color is some what related to
how much is left. Usually, if the color is faintly perceptible, the remaining
starch will come out in the scouring and bleaching steps that follow.



